





 EN
EN ES
ES RU
RU AR
AR














+86-531-88239557
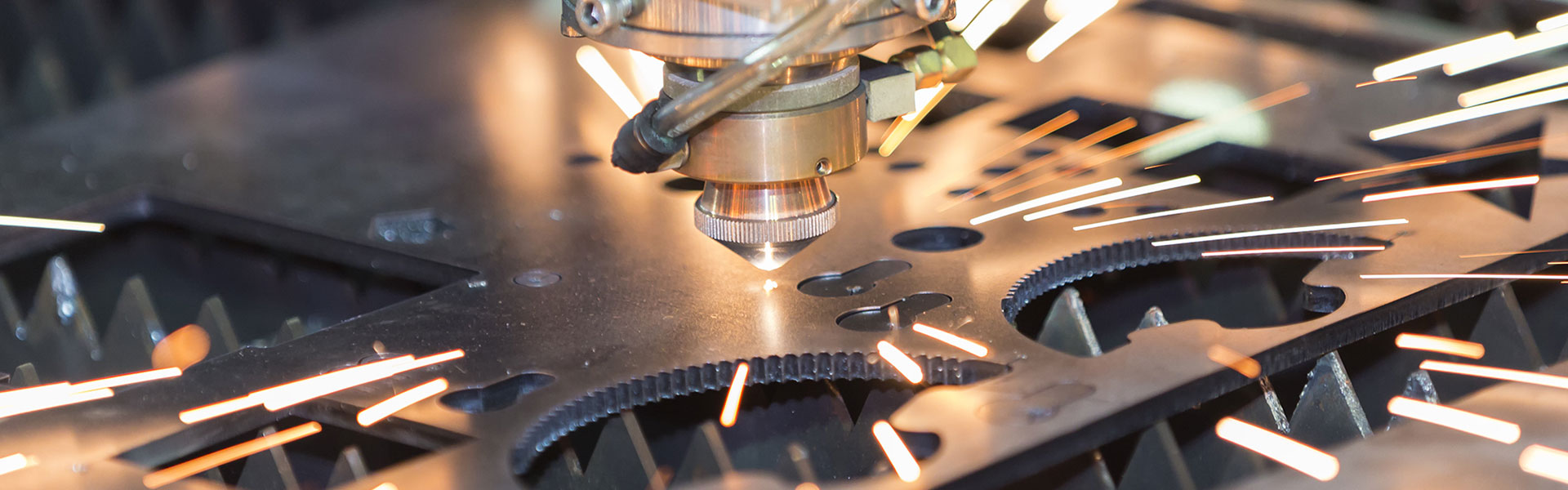
To ensure consistent, high-quality results in laser welding, especially when shielding gas is involved, it’s essential to follow a disciplined set of best practices. These practices help prevent defects, reduce waste, and maximize both weld performance and operational efficiency. Whether you’re setting up a new process, troubleshooting issues, or optimizing existing operations, this checklist serves as a practical guide to getting the most out of your laser welding system—technically, economically, and environmentally.
Select the Right Gas for the Material
Match the shielding gas to the base material and application.
Argon for general-purpose use with stainless steel, aluminum, and titanium.
Helium for deep penetration and high-conductivity metals like copper.
Nitrogen for austenitic stainless steels (if compatible).
Mixtures for fine-tuned control over penetration and bead shape.
Avoid using high-cost gases where simpler alternatives will suffice.
Optimize Gas Flow Rate and Velocity
Don’t assume “more is better.” Excessive flow creates turbulence; too little allows contamination.
Use flow meters and pressure regulators.
Target smooth, laminar flow.
Adjust based on joint type, speed, and material thickness.
Ensure Gas Purity and Dryness
Moisture and impurities lead to porosity and surface defects.
Use high-purity gases (especially for reactive metals like titanium).
Install moisture traps and inline filters where necessary.
Store gas cylinders in a dry, temperature-controlled environment.
Choose the Right Gas Delivery Hardware
Different weld geometries require different nozzle setups.
Coaxial nozzles for balanced, all-around shielding.
Side jets for plasma suppression in high-power setups.
Trailing shields for reactive metals or cosmetic welds.
Double shielding for advanced applications or large weld pools.
Maintain and Inspect Equipment Regularly
Check for leaks in hoses and fittings.
Inspect nozzles for wear, blockage, or damage.
Replace consumables before performance degrades.
Calibrate gas flow systems periodically.
Consider Automation and Monitoring
Integrate sensors to monitor gas flow and pressure in real time.
Use data logging to identify trends and prevent failures.
Automate purging cycles for consistency.
Validate with Test Welds and Quality Checks
Before launching full production, run test welds under real conditions.
Use visual inspections, metallographic analysis, or X-ray testing.
Confirm bead shape, penetration, and cleanliness.
Adjust gas parameters as needed to meet quality standards.
Laser welding is a precision process, and shielding gas management is a key variable in its success. Following a structured best-practice approach—covering gas selection, delivery, equipment care, and process control—ensures better weld quality, higher productivity, and lower costs. Whether you’re running a prototype lab or a full-scale production line, this checklist helps lock in reliability and repeatability every time you press “start.”
 No. 6-8,Binhe industrial park,Jiyang district,Jinan city,Shandong province, China
No. 6-8,Binhe industrial park,Jiyang district,Jinan city,Shandong province, China +86-531-88239557
+86-531-88239557 info@raytu.com
info@raytu.com +8616653132325
+8616653132325


